Produktdetails:
Zahlung und Versand AGB:
|
| Material: | 70WCu, 75WCu, 80WCu | Dichte: | 14.8g/cc |
|---|---|---|---|
| Härte: | 38HRB | Grad: | 10W3 |
| Anwendung: | Automobilindustrie | Elektrische Leitfähigkeit: | 94% IACS |
| Markieren: | Wolframschweißelektroden,kupferne Schweißelektrode |
||
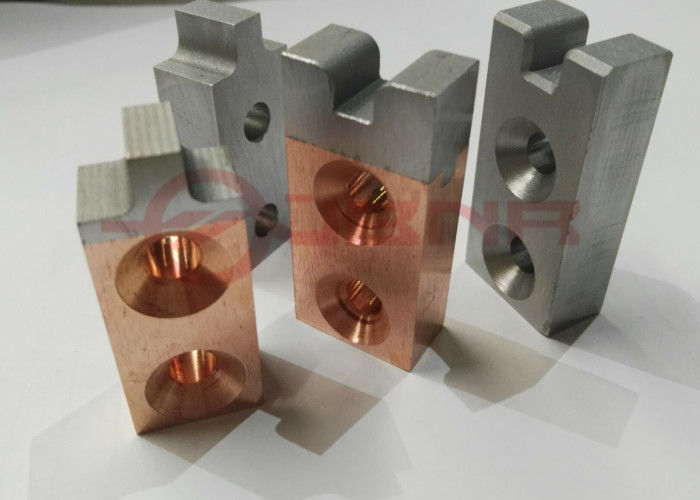
Einfassungen und Einsätze Rwma-Klassen-10 für Buckelschweißen-Elektroden
Beschreibung:
Für Widerstandsschweißen werden die Teile unter hoch gegenwärtigem gedrückt und erhitzt, bis die Teile zusammen verbunden sind.
Und für das Schweißen, sind die Kraft zwischen der Elektrode und den Teilen groß. Einige von ihnen können zu MPa 450 erreichen.
Uncer dieser Prozess, steigt er große Herausforderung für die Schweißelektroden.
Der Wolfram - kupferne Kombination produziert die dichten, harten Metalle der überlegenen Verschleißfestigkeit und Stärke bei erhöhten Temperaturen. Darüber hinaus,
Indem sie Wolfram mit Kupfer bronziert, kann die Elektrode das Eigentum der überlegenen Verschleißfestigkeit und der Stärke unter hohen Temperaturen haben.
Und he besitzen Sie gute thermische und elektrische Leitfähigkeit.
WOLFRAM 55% – VERKUPFERN Sie 45%, entsprochen für Einfassungen und Einsätze für Buckelschweißenelektroden und Blitz- und Kolbenschweißelektroden. Es wird empfohlen, wo (verhältnismäßig) hohe elektrische Leitfähigkeit und irgendein Grad Gefügigkeit gewünscht wird.
Für gemeinsame Methode zwischen Welle und unserem refraktären Metall, können wir anbieten bronzieren Schweißen und auch hinteres Casting.
Unsere Produkte können für Punktschweissen, Buckelschweißen und auch thermode Schweißen benutzt werden.
| Inhalt (%wt.) | Dichte (g-/m³) | Elektrische Leitfähigkeit (%IACS) | Härte (HRB) | Grad | Anwendung |
| Cr: 0.6-1% | 8,9 | 85 | 70 | C18200 | Schaft |
| Cr: 0.6-1.5%; Zr: 0.05-0.25%; Cu: Balance | 8,9 | 80 | 80 | C18150 | Schaft |
| 75W25Cu | 14,5 | 94 | 38 | 10W3 | Gesicht |
Produktbild:
![]()